


做真空钎焊的时候,大家都想得到完美的产品。知道如何获得高质量的钎焊接头是关键。今天我们就来详细说说什么是真空钎焊,以及如何获得**钎焊效果。
什么是钎焊?
钎焊是一种金属连接工艺,连接两种或多种金属。通过熔化 填充金属 并使其流入接头而连接在一起,填充金属的熔点低于相邻金属的熔点。
美国焊接学会将钎焊定义为:
“一组焊接工艺,通过在液相线高于840华氏度(450摄氏度)且低于母材固相线的填充金属存在下,将材料加热至钎焊温度,从而使材料聚结。填充金属通过毛细作用分布在接缝紧密贴合的接合面之间。”
钎焊和焊接有什么区别?
钎焊与焊接的不同之处在于,它不涉及工件的熔化,与焊接不同的是,对于类似的过程,钎焊使用更高的温度,同时也需要比钎焊更紧密配合的零件。
填充金属通过毛细作用流入紧密配合零件之间的间隙。填充金属被带到略高于其熔点(液相线)的温度,同时被适当的气氛保护,通常是焊剂。然后它流过基底金属(在一个被称为润湿的过程中),然后冷却以将工件连接在一起。钎焊的一个主要优点是能够以相当大的强度连接相同或不同的金属。
什么是焊剂?
焊剂也叫钎剂,在冶金术上是一种利用化学方法清洁被焊金属表面以便于锡焊、铜焊、或者定位焊接进行的物质。焊接不同的金属所使用的焊剂也有所不同。按照焊剂中添加脱氧剂、合金剂分类,可分为中性焊剂、活性焊剂和合金焊剂,这也是国外按照常用 ASME 标准常用的分类方法。
焊剂在室温中稳定,在高温下具有很强的还原性,还能用于清洁铜焊表面上残留的污染物。焊剂可以以多种形式应用,包括焊剂膏、液体、粉末或预先制成的将焊剂与填充金属粉末混合的钎焊膏。
焊剂也可以使用带有焊剂涂层的钎焊棒或焊剂芯。钎焊时焊剂流入接头,并被进入接头的熔融填充金属置换。
循环完成后,应去除多余的焊剂,因为留在接头中的焊剂会导致腐蚀,妨碍接头检查,并影响进一步的表面精加工操作。当连接铜和铜时,含磷钎焊合金可以自熔。
焊剂通常根据其在特定贱金属上的性能进行选择。为了有效,焊剂必须与所用的基底金属和填充金属化学相容。如果用于铁或镍,自熔磷填充合金会产生脆性磷化物。一般来说,较长的钎焊周期应该比较短的钎焊使用较少的活性焊剂。
关于钎焊的填充材料
根据预期用途或应用方法,多种合金被用作钎焊的填充金属。一般来说,钎焊合金由3种或更多种金属组成,以形成具有所需性能的合金。用于特定应用的填充金属是根据其以下能力来选择的:润湿贱金属,承受所需的使用条件,并在比贱金属更低的温度或特定的温度下熔化。
钎焊合金通常可制成杆、带、粉末、膏、膏、线和预成型件(如冲压垫圈)。取决于应用,填充材料可以预先放置在期望的位置,或者在加热循环期间施加。对于手动钎焊,通常使用线材和棒材形式,因为它们在加热时最容易应用。在炉内钎焊的情况下,合金通常是预先放置的,因为该过程通常是高度自动化的。
使用的一些更常见的填充金属有:
- 铝硅合金
- 铜
- 铜银
- 铜锌(黄铜)
- 铜锡(青铜)
- 金银
- 镍合金
- 银
- 使用镍、铁、铜、硅、硼、磷等的非晶钎焊箔。
什么是真空钎焊?
真空钎焊是在真空状态下进行钎焊,进行材料连接的技术,具有显著的优点:
- 极其清洁
- 优越的高完整性
- 高强度钎焊接头。
当在真空中加热时,工件上的温度保持均匀,大大降低了由于缓慢的加热和冷却循环而产生的残余应力。这反过来可以显著提高材料的热性能和机械性能,从而提供独特的热处理能力。真空钎焊也可以在进行金属连接过程的同时进行热处理或硬化工件,所有这些都能通过使用我们的真空钎焊炉编写升温降温程序完成。
最常见的真空钎焊产品包括不锈钢钎焊,铜和不锈钢钎焊,合金钢和工具钢钎焊,乌钢和 PID 合金钎焊,硬质合金和 PCD/PCBN 金刚石等各种刀具钎焊,铝冷板、板翅式换热器和扁管式换热器等。
真空钎焊在真空钎焊炉中进行,通过热辐射加热,其他的加热方式不能在真空下进行。
为了达到优秀的钎焊效果,需要保证真空度和温度均匀性。
真空钎焊中的真空泵
推荐使用真空度高的真空泵,真空度是一个重要的工艺参数,因为它确保了钎焊时相对纯净的环境。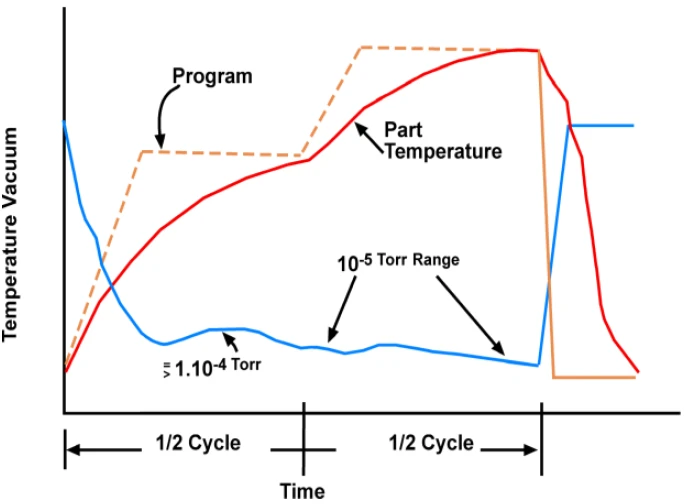
如何获得**钎焊效果?
如果条件允许,尽量选择真空钎焊炉。
高质量的钎焊接头要求零件紧密配合,基底金属非常清洁且无氧化物。在大多数情况下,建议0.03至0.08毫米的接头间隙,以获得**的毛细管作用和接头强度。
然而,在一些钎焊操作中,接头间隙约为0.6毫米也比较常见。
钎焊表面的清洁度也很重要,因为任何污染都会导致润湿性(流动性)变差。钎焊前要清洗零件,主要方法是化学清洗研磨或机械清洗。
在机械清洁的情况下,保持适当的表面粗糙度很重要,因为粗糙表面比光滑表面有更好的润湿性(流动性)。
另外钎焊温度和钎焊时间对最终钎焊效果的影响也比较大。随着钎焊合金的温度增加,填充金属的合金化和润湿作用也增加。
通常,选择的钎焊温度必须高于填充金属的熔点。当然,特殊工件钎焊需要根据实际情况选择温度。
**钎焊温度通常选择为:
- 尽量使用最低的有效钎焊温度
- 尽量减少组件的热效应
- 尽量减少填充金属/基体金属的相互作用
- 能尽量提高所用固定装置或夹具的寿命
在某些情况下,可以选择更高的温度来配合设计中的其他因素(例如,允许使用不同的填充金属,或控制冶金效果,或充分去除表面污染)。
如果进行大批量生产,当然要最大限度地减少钎焊时间和相关成本。但在一些非生产环境中如实验研究,相比时间和成本,强度、外观,整体钎焊效果则更为重要。