


在之前的文章中,我们详细谈了谈 铝合金真空钎焊的原理与钎焊用料,以及真空铝钎焊设备与铝合金真空钎焊工艺。
今天,我们将来了解一下焊接温度对铝合金真空钎焊接头的影响。
焊接温度对铝合金真空钎焊接头的影响
随着现代化焊接技术的不断发展,在焊接技术飞速发展的同时,人们越来越注重对焊接技术提升,作为焊接中的重要影响因素,焊接温度在焊接过程中占据着重要的位置,要想全面提升焊接的能力,就应该在实际焊接中注重对焊接的温度进行把控。
作为焊接中的一项重要焊接内容,铝合金真空焊接在其实际焊接中更加注重对焊接温度的把控,通过对焊接温度的把控,从而来控制焊接中的钎焊连接接头。
基于此,本文在实际研究中进行了不同焊接温度度铝合金钎焊连接接头影响分析。
实际研究中,首先进行了焊接材料的选定,其次进行了焊接实验的过程分析,最后进行了焊接温度对焊接材料的连接接头影响分析,希望在本文的分析中,能够为铝合金的钎焊连接接头焊接温度应用提供参考。
1、选定焊接材料
本文在研究焊接温度对钎焊连接接头的影响中,选定的焊接材料是 3A21 防锈铝、6061 及 6063
锻铝合金。通过对焊接材料的化学成分区分,从而全面地了解焊接材料在实际焊接过程中的温度应用。具体的焊接材料化学成分如表1所示。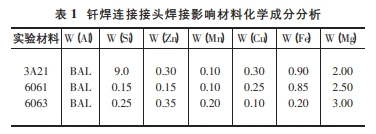
通过对焊接材料的化学成分分析,发现在 6061 焊接材料的表面附着着厚度为 130μm 的 AA4004 钎焊。
在实际焊接的过程中,由于焊接作业的影响,因此焊接的材料在高温状态下,会氧化成氧化铝。
因此在实际焊接过程中一定要注重对焊接材料适用的焊接温度进行掌控,只有把握好焊接材料的适用温度,才能够在实际焊接中有效的将焊接作业程序实施好。
一般在真空钎焊过程中,其焊接的环境真空度应该在 1×10-3Pa,同时其焊接的温度控制应该在 600℃到 620℃之间,只有保障在这个范围内的焊接温度应用,才能够全面的将焊接作业实施好。
2、焊接实验过程分析
2.1 焊接方法分析
在真空钎焊过程中,采用的是 3A21 钎焊连接接头,在实际焊接过程中,将焊接的角度设定在 70°,选用的焊接设备为福尼斯 TPS5000MIC 型号焊机。
在进行实际焊接作业之前,将焊接的温度设定好,设定的温度为600℃[2]。
对焊接中的三组焊接材料进行了专门的焊接技术应用分析,假定在实际焊接中,焊接层数为三层,那么在实际焊接过程中,需要对应的焊接工艺参数如表
2 所示。
2.2 焊接检测方法分析
在实际焊接中,运用 XXG-1605X 射线对焊接的结果进行检测,通过检测发现在实际焊机中其焊接的材料对温度的应用需求,是存在着明显差别的。
同时在焊接过程中,由于焊接材料承受的力学性能存在着差别,因此其焊接的影响结果是不同的。
在焊接检测的方法应用中,采用金相试样研磨进行了专门的焊接材料试验成果检验,在实际检验中,利用低浓度的混合酸作为试验的腐蚀剂进行专门的处理,在处理中运用 HF、HCl 以及水等化合物按照 1:1 和1:1.5 的比例进行专门的腐蚀剂配置,将配置好的腐蚀剂运用到实际的焊接材料检测中。
在实际腐蚀剂的应用中,腐蚀的时间是 20s,在腐蚀试验结束后,将腐蚀物的表面吹干,同时运用显微镜对试验材料进行观察,观察中记录下相关的数据。
3、焊接温度对焊接材料的实验影响结果分析
3.1 焊缝质量分析
在对三组试验结果进行分析检测中,发现在三组的试样中,都没有出现明显的裂缝,但是通过对试验进行 X 射线探伤,发现在第一组焊接材料中,存在着少量的气泡。
但是气泡的存在并不影响整体的焊接结果,因此按照国际焊接标准 ISO10042 将此次的焊接等级划分为 B 类等级。
3.2 钎焊连接接头的力学性能分析
在实际焊接结束后,要对焊接的结果进行专门的焊接力学性能测试,通过焊接力学性能测试,从而确定实际焊接中的成果影响。
通过对三组试样材料选段抽样,发现其力学性能的对比结果是存在着明显的差别的,具体的差别表述如表
3 所示: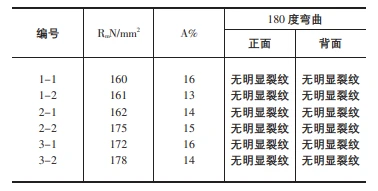
3.3 钎焊连接接头的金相组织分析
通过对试验抽查检验,发现在试样的选取中,会受到焊接温度的融合和热度值影响,只有保障在实际焊接中焊接的金相组织能够满足真空焊接的温度需求。
同时在焊接金相实验组织的检查中,应该进行专门的金相检查融合度检查,也就是说在实际检查中,应该进行焊接温度的金相检查熔融状态影响分析,只有保障在实际焊接过程中的温度应用能够使焊接材料进行熔融状态的转变,这样才能够全面地将焊接温度对焊接材料的影响降低。
4、结语
综上所述,在进行铝合金钎焊连接接头的焊接中,一定要注重对焊接中的温度掌控,只有保障在实际焊接中的温度需求,能够满足钎焊的连接接头焊接温度需求,这样才能够将焊接的温度掌控好。
本文在实际研究中,针对焊接材料以及焊接的过程和焊接温度对焊接结果的影响做出了分析,在分析中得知焊接温度在铝合金钎焊连接接头的焊接中,对其焊缝的质量和钎焊的连接接头力学性能具有一定的影响,同时在焊接中,焊接的温度还能够影响钎焊连接接头的金相组织。
只有在焊接的过程中,有效地找准焊接的温度应用,才能够全面地将焊接的钎焊接头连接焊接好。