


当前电子设备当中,使用的材料为 3A21 铝合金,这种合金的强度不高,不能热处理强化。
该合金在使用真空钎焊炉设备焊接后,会出现软化的现象,导致整个合金的抗拉强度在
80~120MPa 之间,焊缝的看拉强度在 70~90 之间,抗剪切强度在 45~55MPa 之间,全部不符合电子设备的要求。
而 6061 与 6063 铝合金具有加工性能极佳、优良的焊接特点等诸多优势,虽然焊接过程中,虽然会在一定程度上减弱抗拉强度但都可通过热处理强化的方式将抗拉强度提升到要求的范围内,使整个材料完全符合电子设备的要求。
铝合金真空钎焊后强度变化
强度实验
针对针孔钎焊强度进行实验时,首先要根据《金属室温拉伸实验标准》(GB/T228.1-2010)的要求,制作出相关的实验器件。
之后,将器件分成两类,一类放入到针孔钎焊炉内,加热一定时间后停止加热,并跟随加热炉一起冷却;另一类则不做处理。
最后,利用上述的器件进行实验,得出两种合金的抗拉强度,如表 1 所示。
通过对该表的观察可以发现,两种铝合金利用真空钎焊热处理炉处理后,抗拉均存在一定程度的减弱,减弱幅度分别为 60.97%与 63.22%。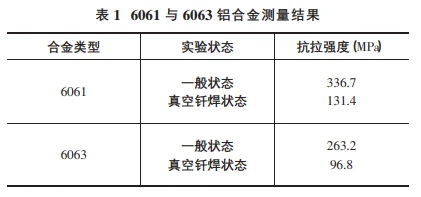
冶金组织分析
对真空焊接冶金组织进行分析时,首先利用光学显微镜,拍摄出 6061 与 6063 铝合金一般状态下与真空钎焊状态下的组织图像。
通过对一般状态下的图像进行观察可以发现,强化相较小,同时均匀的分布在整个合金内,从而使一般状态下合金的强度较大。而在真空钎焊状态下的图像中,强化相尺寸显著提升,也没有均匀分布,而是被集中到了一点。
从而说明在真空钎焊并被冷却的过程中,两种铝合金内很多区域缺少充足的强化相,从而导致铝合金的强度较差。
铝合金真空钎焊后强度变化机理分析
通过对资料进行查找可以发现,6061 与 6063 铝合金真空焊接时,会出现以下两种变化。
一是随着在真空高温钎焊炉中钎焊活动的进行,使得合金内的强化相之间产生一定的引力,并在该引力的引导下,逐渐将强化相聚集到一起,从而不断提升强化相的长度,导致其与晶界的接触面积较小,最终减弱了强化能力;
二是随着钎焊活动的进行,不断对 α-Al 基体造成干扰,使其内部的 Mg 与 Cu 逐渐被吸出,并沉淀在现有的 Mg2Si 与 CuAl2 上,从而降低了固溶强化能力。
在以后的文章中,我们将会继续探讨 铝合金真空钎焊热处理强化工艺的参数与流程。