




真空感应熔炼炉简介
真空感应熔炼炉,是在真空条件下,利用中频感应加热原理,使金属熔化的真空冶炼成套设备。
真空感应熔炼炉主要用于生产镍基高温合金、钛合金、不锈钢、超高强度钢等特种合金材料。适应于科研和生产部门对镍基特殊钢,精密合金。铁钕锰、活泼金属、高温合金、储氢材料、磁性材料等在真空或保护性气氛下进行熔炼和浇铸。
真空感应熔炼炉主要用于各类高温合金、铁基、镍基合金及某些有色金属及其合金在真空状态或惰性气体保护下,利用中频感应加热的原理进行熔化、冶炼、浇铸成型。
真空感应熔炼炉除具备一般真空感应电炉全部特点外,在加料仓与熔炼仓、熔炼仓与锭模仓之间用阀隔开,因此可在不破坏真空条件下进行加料(测温、取样)、熔炼。 也适用于钕铁硼稀土合金原料的真空熔化和冶炼。

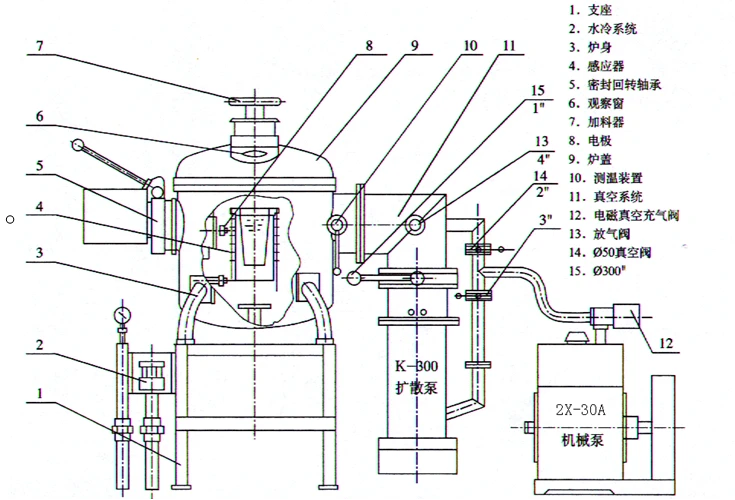
真空感应熔炼炉结构:
真空感应电炉由电炉本体、中频熔炼电源、电气控制系统、真空系统、进电系统、倾炉机构、感应器、隔离阀、液压系统、气动系统、水冷系统组成,此外还设有工作平台等。
真空感应熔炼炉特点
1.超温、超压、欠压报警,设备运行安全可靠;
2.真空泵采用低噪声节能型,抽气速率大效率高;
3.线圈采用特殊工艺处理,寿命长不易变形;
4.采用高效电源,损耗小、效率高;
5.加热速度快,表面氧化少
6.采用变频旋转式铸模装置,转速连续可调,可连续浇铸多个模具。
操作步骤
第一步:加料
1.真空熔炼的料必须经过特殊的清洁处理,以除去表面的沾污物、油脂等,并烘烤除去水份,过分复杂的铸件回收料等应剪断,并清除表面氧化皮及非金属物等。
2.装料原则是下紧上松,较长的棒料及形状复杂的料放在下面,用小块料将空隙填紧。坩埚上口放形状较规则的料,以免熔炼过程中产生“结桥”。在出钢口方向可堆集一些粒状料。
3.装料动作应轻,以避免碰伤坩埚和造成金属液中夹渣。
第二步:抽真空
先开启双级旋片机械泵,对炉体进行抽真空。同时,对扩散泵送电,开始加热扩散泵油。当机械泵抽真空至15Pa时,并且扩散泵已经加热了约50分钟,此时可以关闭机械泵阀门,开启扩散泵阀门,对炉体抽至要求的高真空。
第三步:通电融化
1.先将晶闸管中频电源启动,逐步升高感应器工作电压,一般情况下开始时总是先送入较小功率,这是避免过大的功率造成炉温突然急剧上升,以致短期内炉内大量放气而造成真空度显著下降,所以一般功率的增加速度是以不使真空度大幅度下降为准。
2.电炉功率的最大值应以中频电压和电流最大值为限制。
第四步:精炼
1.炉料全熔后,需要加入合金料时,可以旋动合金加料器上的手轮。合金料就落入加料翻斗内,用手轻轻转动翻斗的操作手柄就能按需要的速度往坩埚内添加合金料。
2.有些合金料加入坩埚时很易引起溅射,这时就要注意合金加入的速度不能过快,有时甚至采取“结膜加料”的办法,就是降低功率,使液面略为冻结,然后再加入合金料,以减少溅射。
第五步:浇铸
精炼结束时,可不用断电,倾转坩埚将金属液浇入锭模内。注意,不要使金属液浇在锭模外面。

标准配件:
1.炉体 1套;
2.控制柜 1台;
3.感应加热器(含石墨坩埚)1套;
4.真空系统 1套;
5.操作说明 1份。
可选配件:
1.感应加热器(含石墨坩埚)
2.硅胶密封圈
3.真空泵油
技术参数
| 型号 | 装料量 | 最高温度 | 额定频率 | 中频电压 | 功率 | 极限真空度 | 冷却水消耗 |
|---|---|---|---|---|---|---|---|
| BR-RLL-10 | 10kgs | 1800℃ | 4000HZ | 220V | 35KW | 6x10-3Pa | 1.5m3/H |
| BR-RLL-25 | 25kgs | 1800℃ | 2500HZ | 250V | 50KW | 6x10-3Pa | 2.5m3/H |
| BR-RLL-50 | 50kgs | 1800℃ | 2500HZ | 300V | 100KW | 6x10-3Pa | 10m3/H |
| BR-RLL-100 | 100kgs | 1800℃ | 2000HZ | 300V | 160W | 6x10-3Pa | 10m3/H |
| BR-RLL-150 | 150kgs | 1800℃ | 2000HZ | 320V | 175KW | 6x10-3Pa | 10m3/H |
| BR-RLL-200 | 200kgs | 1800℃ | 1500HZ | 350V | 200KW | 6x10-3Pa | 10m3/H |








